



产品分类 合成纤维吊装带的研发成功填补国内市场空白 21世纪,在中国合成纤维吊装带的携带轻便、维护方便和良好的抗化学性,以及具有重量轻、强度高、不易损伤吊装物体表面等优异特点被人们所知,也越来越受使用人员的青睐。这种吊装带的研制成功离不开日日夜夜奋战在一线研发人员,和企业资金的投入。
随着工业的发展需要,人们对产品质量越来越重视,尤其是起重吊装行业。合成纤维吊装带的出现打破了人们惯用的钢丝绳索具,以往的钢丝绳索具僵性大、不易弯曲,容易勒伤工件,影响了工件质量。随着人们对产品外观质量要求的提高,研发一种高强度、延伸率小的非金属材料吊具替代钢丝绳势在必行。  合成纤维吊装带的技术特性 合成纤维吊装带也被称之为圆形吊装带(以下简称吊装带)采用高强度聚酯、聚丙烯或聚酰胺工业长丝为原料,经工业织机织成。涤纶工业长丝的各项质量指标均高于聚丙烯和聚酰胺但成本高。(普及知识:聚酯是涤纶,聚丙烯是丙纶,丙纶编制而成的吊装带广泛称之为白色吊装带,吊装带都是由这些工业丝编织而成,)为了###产品质量和企业的长期发展,终河北冀力吊装带工厂采用涤纶工业长丝为原料制作吊装带——涤纶吊装带,吊装带同传统的钢丝绳相比,具有如下优点:柔软一保护被吊物品,使其表面不被破坏,轻便一重量只是金属吊具的20%,便于携带及进行吊装准备工作。 吊装带的制作程序 原料的检验是产品质量###的先决条件。原料检测合格后,进入织带、染色、提字工序。通过整径,将长丝加工成符合织造要求的经轴,上织机织带,将带皮放大染槽中染色,不同起吊中量着色不同,紫色为1吨,绿色为2吨,黄色为3吨、等等。染色后的带皮还需提字.如在1 t带皮上提有: “河北冀力wll:l 000 kg”的标志(wll:公称起重重量)。原料满足质量指标要求后,进行内芯制作。通过合芯、捻芯设备加工成符合要求的内芯。将各工序的半成品带皮、内芯,经穿芯工序成装为符合工艺要求的产品。后缝合,线迹均匀美观,符合质量要求。吊装带制作完毕,对每种规格的吊装带以l%的数量进行拉力试验。以验证生产的产品质量是否符合企业标准(Q/YZD01—92》中的规定。拉力试验的方法:采用特制油压拉力机进行试验:长度超过4 m的吊装带采用吊重物的方法进行。拉力试验合格后可进行包装。  河北冀力索具吊装带整径过程  合成纤维吊装带正在编制过程中 吊装带表面不得出现GB3291《纺织名词术语》中提到的跳纱、拖纱、错纹、综穿错等疵点:带边不允许存在脱边现象。如出现错纹现象可采取如下措施:投纬针的调整。纬针位置的调整要满足下列要求:投纬针通过开启的织口时纬纱要略高于中心线:纬针完全进入织口后,过针舌(钩针)的距离应为13 mm。###投纬针回转中心###针孑L的距离为79 mm。调整好后,重新固定顶丝即可。当带边存在脱边现象时,可采取调整钩针的方法来解决。钩针头从钩针座的伸出长度应为16~20 mm。松开螺钉A即可调整。调整钩针与钢筘距离的方法:松开螺钉B.再转动钩针座6403###恰当位置,然后锁紧B。调整完毕。穿芯过程中,张紧滑枕的位置应在18—25 mm。调整好张紧滑枕的位置,###产品的长度、精度。内芯封头前应将各股内芯拉紧,使其张力均匀。外套与内芯长度应相近,###外观平整。染色要求做到颜色纯正,色泽均匀,没有明显色差。如果在染色中产生色差,可用下列方法解决,可使带皮上的色差减到小.从而达到均一的色光。在染槽中放人2%~4%PALEGAL—SF,用pH值4~5的醋酸调节.升温###125。135℃之间,在染槽中处理1~2 h开始升温染色。 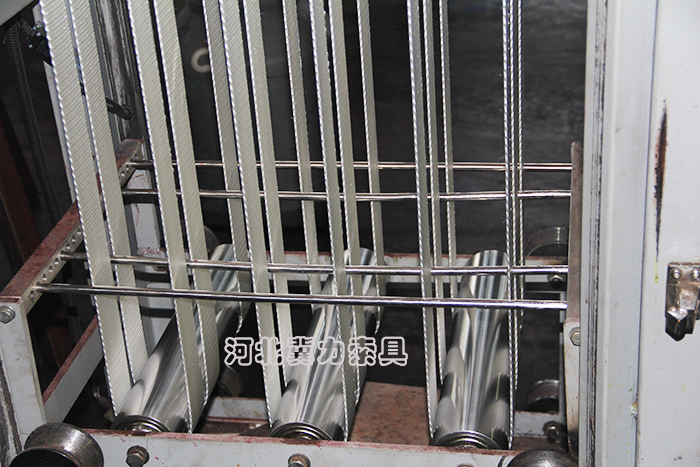 合成纤维吊装带正在染色 总结: 在这里河北冀力索具吊装带生产厂家小编提示:吊装带的制作工艺也好,研发也好,说起来简单做起来难,都是日日夜夜技术人员打拼出来的,每一道工序都需要工人有丰富经验精雕细琢,甚###一个细小的线头都能影响这吊装带的安全系数变化,所以我们在选购吊装的时候一定要选择大企业,大企业资金雄厚,拥有###先进的智能加工设备和检测设备,很大程度的###了产品的质量。我河北冀力吊装带生产厂会继续认真学习国外先进经验,不断改进提高制作技术,使我厂吊装带生产技术跃上新台阶,争取在国际市场有一席之地,为祖国争光! 上一篇:吊装带到货验收细节 下一篇:吊装带新报废8大标准(厂家提供) 相关新闻
新文章发布
|


河北冀力索具有限公司主营产品: 吊装带、 防坠器、速差防坠器、提升机、多功能提升机、电动提升机、卷扬机、永磁吸盘、平衡器、大吨位吊装带、扁平吊装带、白色吊装带、货物捆绑带、钢板起重钳、等上百种规格型号吊索具。
地 址: 河北省保定市清苑东吕工业区
电 话:18233358325 传 真:0312-8152329
邮政编码: 071100 冀ICP备08006973号-4





